Napinacz drutu w linii produkcyjnej
Jednym z najważniejszych czynników wpływających na jakość uzwojenia w automatycznym procesie nawijania silnika jest regulacja naciągu drutu. Większość komercyjnych automatycznych maszyn do nawijania silników wykorzystuje urządzenia pasywne do regulacji naprężenia drutu. Jednak wraz ze wzrostem prędkości nawijania te pasywne urządzenia mogą nie być w stanie zareagować wystarczająco szybko, aby utrzymać stałe napięcie drutu i mogą powodować drganie drutu emaliowanego. W typowym procesie automatycznego systemu nawijania silnika, drut emaliowany jest napędzany przez rolkę nawijającą. Bez odpowiedniej kontroli naciągu drutu nie można uzyskać prawidłowego nawijania drutu emaliowanego. Ponadto jedną z najważniejszych kwestii w automatycznym uzwojeniu silnika jest rezystancja drutu emaliowanego, której wartość nie powinna mieć znaczących odchyleń przed i po procesie uzwojenia. Rezystancja czyli oporność lub opór (łac. resistere– sprzeciwiać się, stawiać opór) jest wielkością charakteryzującą zależność między napięciem a natężeniem prądu elektrycznego w obwodach prądu stałego. W obwodach prądu przemiennego rezystancją określa się część rzeczywistą impedancji zespolonej czyli wielkości charakteryzującej zależność między natężeniem prądu i napięciem w obwodach prądu przemiennego. Oznacza to, że naprężenie drutu powinno być kontrolowane tak, aby pozostawało na stałym poziomie, pole przekroju poprzecznego drutu emaliowanego nie miało znaczących zmian podczas procesu nawijania. Aby utrzymać stały opór drutu podczas procesu nawijania, drut emaliowany mógłby zostać nadmiernie rozciągnięty, aby zwiększyć jego rezystancję. W celu wyeliminowania tych przeszkód, w konwencjonalnych automatycznych nawijarkach silnikowych do regulacji naciągu drutu powszechnie stosuje się pasywne urządzenia do regulacji naciągu.
OPIS NAPINACZA DRUTU REALIZOWANEGO PRZEZ ZESPÓŁ SALWIS:
Jedną z wad stosowania tego rodzaju urządzeń pasywnych jest to, że operatorzy mogą być zmuszeni do poświęcenia znacznej ilości czasu na regulację odpowiedniego naprężenia drutu. Urządzenia pasywne nie przetwarzają komunikacji sieciowej, a jedynie pośredniczą w przekazywaniu sygnału. Są to, m.in., nośniki danych(kable miedziane, światłowody), gniazda i interfejsy komputerów lub szafy dystrybucyjne. Stosując urządzenia pasywne należy mieć na uwadze, że w przypadku, gdy prędkość nawijania wzrasta i osiąga pewien poziom, urządzenie pasywne może nie być w stanie zareagować wystarczająco szybko, aby utrzymać napięcie drutu na stałym poziomie. W efekcie znaczne wahania naprężenia drutu będą prawdopodobnie powodować drgania i wibracje drutu emaliowanego. Zatem jakość uzwojenia znacznie pogorszy się. Żeby rozwiązać ten problem, stosuje się aktywną kontrolę naciągu drutu. Oznacza to, że naciąg drutu jest regulowany przez serwomotory zamiast urządzeń pasywnych. Ocena naprężenia drutu i kontroli naciągu rolki odwijającej w celu poprawy wydajności automatycznych nawijarek silnikowych jest prowadzona bezczujnikowo.
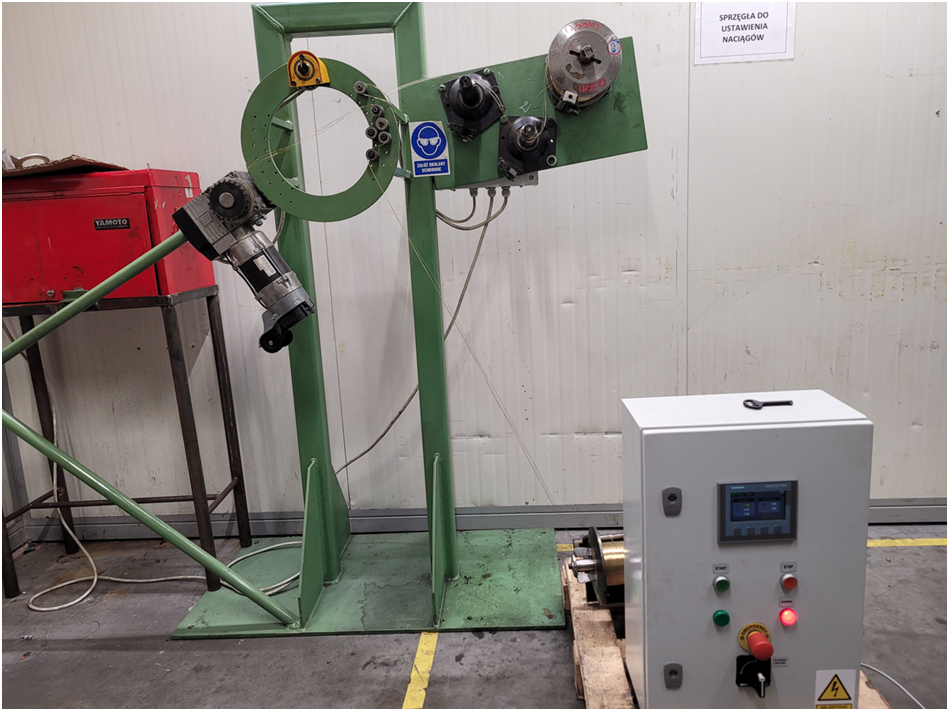
STANOWISKO DO AUTOMATYCZNEGO NAPINANIA DRUTU:
Realizacja projektu polegała na zbudowaniu prototypowego stanowiska do automatycznego napinania drutu, który miał za zadanie współpracować z linią produkcyjną. Zgodnie z opracowaną technologią, wiązka drutu była przekazywana do podajników, które obracając się po okręgu zbroiły wyciąg powietrzny. Niezbędne było utrzymywanie stałego naprężenia w całym cyklu nawijania. Drut nie mógł być odwijany z krążka w sposób swobodny. Należy podkreślić, że bez określonych, uprzednio ustalonych procedur kontrolnych, praca automatycznej nawijarki silnika może ulec pogorszeniu z powodu zakłóceń zewnętrznych. Warto zwrócić uwagę na fakt, że dosyć często zewnętrzne zakłócenia występujące w automatycznym procesie uzwojenia silnika mają charakter okresowy. W celu uzyskania odpowiedniej wydajności regulacji, w projektowaniu schematu regulacji należy uwzględnić kwestię tłumienia zewnętrznych zakłóceń okresowych. Jedną z najpopularniejszych metod eliminowania tego rodzaju zakłóceń jest Iterative Learning Control (ILC). Jest to metoda śledzenia dla systemów pracujących w trybie powtarzalnym. Przykładem systemów, które działają w sposób powtarzalny są manipulatory ramion robotów, procesy wsadowe chemikaliów i stanowiska do testowania niezawodności. W każdym rodzaju z tych zadań, system musi wykonywać tę samą czynność w sposób regularny, powtarzalny i precyzyjny. Powtarzanie czynności umożliwia systemowi poprawienie dokładności śledzenia od powtórzenia do powtórzenia. Taki sposób działania pozwala na pobranie i przetworzenie wymaganych danych wejściowych potrzebnych do dokładnego śledzenia odniesienia. Proces przyswajania danych polega na wykorzystywaniu informacji z poprzednich powtórzeń i ma za zadanie poprawienie sygnału sterującego oraz umożliwienie odpowiedniego działania sterującego.

ZASTOSOWANIE HAMULCA ELEKTROMAGNETYCZNEGO
Zaproponowaliśmy rozwiązanie, wykorzystujące hamulec elektromagnetyczny. Hamulec elektromagnetyczny zwany również hamulcem elektromechanicznym lub hamulcem EM (ang. electromagneticbrake) zwalnia lub zatrzymuje ruch przy użyciu siły elektromagnetycznej w celu przyłożenia oporu mechanicznego (tarcia). Początkowo nazywano go hamulcem elektromechanicznym. Z czasem nazwa uległa zmianie na hamulec elektromagnetyczny, co wiązało się ze sposobem jego uruchamiania. Zarówno hamulce elektromagnetyczne, jak i wiroprądowe wykorzystują siłę elektromagnetyczną. Trzeba jednak zwrócić uwagę na to, że efektywność działania hamulców elektromagnetycznych zależy od tarcia, a hamulców wiroprądowych od siły magnetycznej. Uwzględniając w projekcie hamulec elektromagnetyczny i montując go na linii, można hamować w czasie rzeczywistym, dostosowując parametry do zmiennej siły ciągnącej. Do wyregulowania parametrów pracy użyliśmy regulatora PI. Regulator PI (ang. proportional- integralcontroller – regulator proporcjonalno-całkujący) jest stosowany w automatyce i pozwala na eliminację wolnozmiennych zakłóceń, co w efekcie powoduje zerowy uchyb ustalony, niemożliwy do osiągnięcia w regulatorach typu P (ang. proportionalcontroller – regulator proporcjonalny)) lub typu PD (ang. proportional- derivativecontroller–regulator proporcjonalno-różniczkujący).
ZASTOSOWANIE HMI
Sterowanie zaprojektowane zostało w dwóch trybach: manualnym i automatycznym. Pierwszy z trybów umożliwia regulację siły hamulca za pomocą wpisania wartości procentowej na panelu operatorskim HMI (ang. Human Machine Interface) czyli przemysłowym interfejsie między maszyną lub procesem a operatorem, który go obsługuje. Dzięki HMI osoba odpowiedzialna za realizację zadań produkcyjnych może wpływać na przebieg procesu i go kontrolować. W trybie automatycznym operator wpisuje zadaną wartość naprężenia, która powinna być utrzymywana w całym cyklu pracy.
PODSUMOWANIE:
Zaletą tego projektu jest fakt, że nawet przy zaniku siły ciągnącej, układ hamujący utrzymuje stałe naprężenie. W związku z tym można uruchomić układ po przestoju bez przezbrojenia maszyny. Przezbrojenie maszyny to przygotowanie jej do obróbki materiału. Stosując zaproponowane rozwiązanie technologiczne, układ hamujący utrzymuje stałe naprężenie i nie wymusza przestoju. Po zatrzymaniu linii należy ją ponownie uruchomić, co wymaga po raz kolejny ustawienia programu, mocowania detalu i narzędzi czy korekcji narzędzi w programie. Nie można jednoznacznie określić wszystkich czynności, które musi wykonać ustawiacz maszyny, żeby ją w pełni przezbroić. Ilość i charakter tych czynności zależą od tego, jaki detal jest poddawany obróbce, ile narzędzi będzie potrzebnych do tej obróbki oraz jak często będzie wymagane dokonanie korekt.
Zatem przedstawiony projekt jest znakomitym rozwiązaniem przynoszącym korzyści finansowe, niwelującym zbędne przestoje linii i nie wymagającym kolejnego przezbrojenia maszyny. Czas poświęcony na dodatkowe, zbędne czynności przynosi firmie wymierne straty, zaniża wielkość produkcji oraz obliguje do ponownego ustawienia parametrów całej linii.
Zapraszamy do zapoznania się z ofertą firmy Salwis:
SZUKASZ POMOCY W REALIZACJI INWESTYCJI?
MASZ DODATKOWE PYTANIA? Zadzwoń
Jestem kierownikiem działu budowy maszyn w Salwis.pl. Zachęcam do skorzystania z bezpłatnej konsultacji telefonicznej w celu omówienia szczegółów inwestycji.
inż. Adrian Wywiał
